总 部:029-88325700
地 址:西安市高新区高新路80号望庭国际一单元901室
工 厂:029-86085235
网址:www.xalrkjsy.com
地 址:西安泾河工业园北区西金路195号
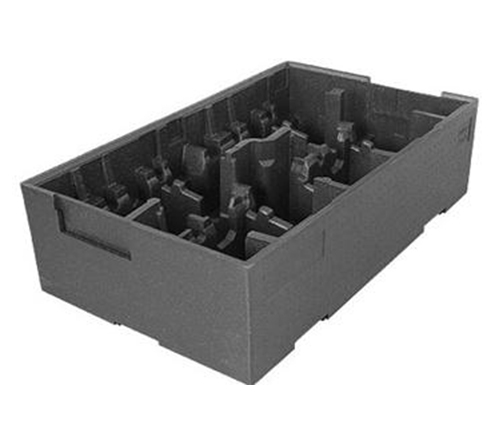
结构发泡注射成型(Struc tural Foam Injeorion Molding,SFIM)方法很多,但epp产品根据成型制品的组分可将结构发泡注射成型分为单组分和双组分两种。
(1)单组分结构发泡注射成型
单组分结构发泡注射成型是指制品的表层和芯部采用同一种原料配方。根据单组分注射过程中模具型腔内熔体所受压力的大小,又可分为低压成型、中压成型和高压成型三种。低压成型中模腔压力只有2~7MPa,高压成型中模腔压力为7~20MPa,中压成型介于二者之间。

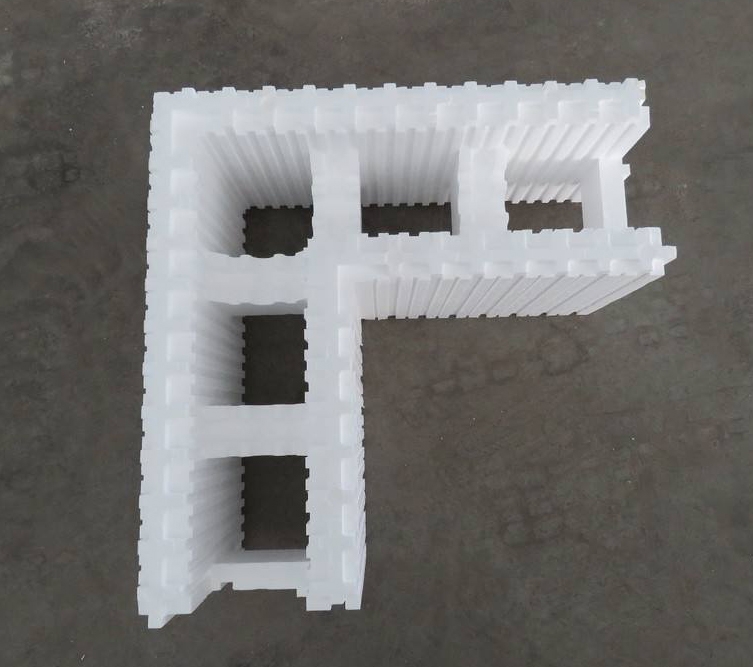
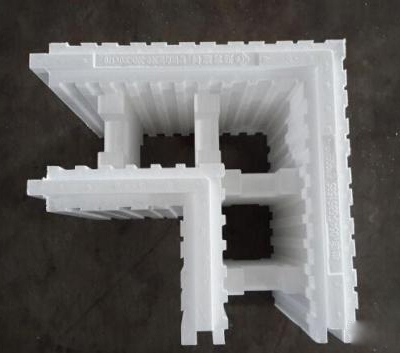
(2)低压结构发泡注射成型。低压结构发泡注射成型的工艺过程为:首先进行欠料注射,即注入模腔的塑料熔体(含发泡剂)体积只达模腔容积的60%~80%。熔体进入型腔后,由于突然降压,熔体中的大量过饱和气体离析出来,形成大量气泡使熔体膨胀填满型腔,成型过程中型腔始终处于较低压力的状态。低压成型的优点在于,由于型腔压力较低,所需锁模力也较低,仅为普通注射的1/10左右;可生产大型较厚的制品;制品的表面致密,其表面可以印刷或涂层;此外由于型腔压力较低,对模具的强度要求也低,因而可采用较软、容易加工的材料制作模具,从而降低模具成本。其缺点在于,制品中泡孔的大小和分布不易控制,且制品表面不够平整光滑,质量较差。
低压结构发泡注射成型常用的材料有PS、PE、PP、PPO、PC、PA及PU等。epp产品所采用的发泡剂多为化学发泡剂。发泡剂用量与发泡剂种类、性质与制品的原料及结构形状有关,一般按加料的0.3%~0.7%(质量分数)加入发泡剂。