总 部:029-88325700
地 址:西安市高新区高新路80号望庭国际一单元901室
工 厂:029-86085235
网址:www.xalrkjsy.com
地 址:西安泾河工业园北区西金路195号
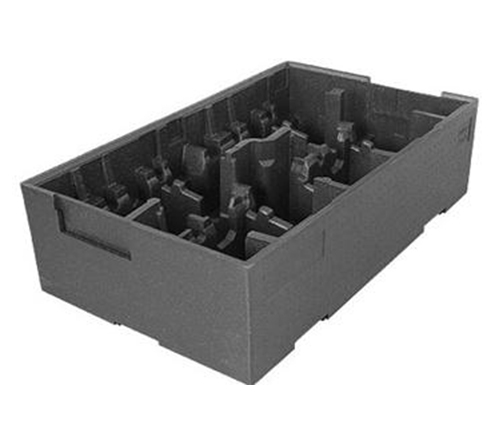
形状复杂的薄壁截面应位于液位以下,这些因素也应作为确定主流道位置的考虑因素。epp泡沫箱主流道的位置可直接在模具上,或在一个与模具分开的主流道体内。对于大型模具,如果希望能够对主流道进行调节,还是采用分开的主流道体。
浇口对进入型腔的反应物料流进行控制。常用的薄膜浇口的结构形式。这种浇口由入口的圆柱形槽过渡到扇形,最终收缩成膜浇口。这种过渡要求流通截面积逐渐变小(A1、A2、A3为面积,A1≥A2≥A3),一般限制最终得到的膜浇口流通截面积不得超过入口圆柱形流通截面积的95%,以造成一定的背压作用并保证层流的形成。还有一种T型浇口实际上是缩短了的薄膜浇口的变形。任何形式的浇口都必须具备以下两个特点。

①浇口必须对进入型腔的料流产生受控制的阻碍作用。浇口的形式应是从浇道开始逐渐缩小其横截面,一直到朝向型腔的浇口开口处为止。
②在浇口朝向型腔的开口处必须形成反应物流(不是喷出或喷射)进入型腔,还是沿着型腔壁流动。
由于反应物的质量比不一定达到1:1的理想数值,或因粘滞性的变化,或因附加成分的不协调,所以离开混合注射器的并不是理想的混合料。为此在混合料进入浇道之前需进行后混合。
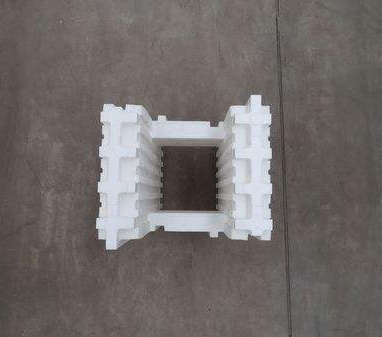
最常用的后混合器。epp泡沫箱来自混合注射器的混合料进入后混合器后分成两路流动,经多条小直径通道进行再混合后重新聚集在一起,进入模具的浇道。